Как делается сковорода.
15.03.2011
Производство алюминиевой посуды с антипригарным покрытием это высокотехнологичное мероприятие. Не так проста сковорода в изготовлении и не все так просто в ее устройстве. Сейчас мы раскроем вам некоторые «секреты» производства, ведь кто как не эксперты в этой области все объяснят и расскажут.

Мы опустим огромную подготовительную работу в виде чертежей изделий, маркетинговой проработки ассортимента, выбора фурнитуры, цвета, покрытия, написанию и согласованию технологических карт, расчет себестоимости и соотношение ее с ожиданием рынка… Не будем останавливаться на тонкостях планирования мероприятий продвижения и сопровождения, коммерческой политики и логистических тонкостей. Мы расскажем только про производство посуды на примере одного из самых популярных видов – штампованной алюминиевой сковороды с антипригарным покрытием.
Наша посуда изготавливается на двух заводах, один старейший в России завод по производству алюминиевой посуды расположенный на Урале, в городе Каменск-Уральский, второй, самый крупный в Европе, завод по производству антипригарной посуды в подмосковном городе Ступино.
Устройство сковороды.
Сковорода состоит в среднем из 11 деталей (частей).

Подготовка металла.
Алюминий приходит на завод в больших бухтах, по 3-6 тонн. Это специально обработанная лента пищевого алюминия предназначенного для производства посуды и сертифицированного для данного применения.
СПРАВКА
Алюминиевая лента толщиной от 0.8мм до 2.7мм традиционно используется для изготовления посуды эконом класса и подходит для нанесения антипригарного покрытия методом «Роликового наката».
Срок службы изделия с таким покрытием 1-1.5 года.
Алюминиевая лента толщиной от 2.7мм применяется для производства посуды среднего и премиум класса. Антипригарное покрытие наносится исключительно методом «Напыления».
Срок службы при использовании этого покрытия 3-4 года. Независимо от вида покрытия по гигиеническим рекомендациям менять сковороды нужно раз в 3 года.
Чтобы изготавливать сковородки необходимо нарубить алюминиевые круги из ленты, чтобы из них штамповать необходимые изделия, предварительно нанеся антипригарное покрытие (или после штамповки, в зависимости от вида нанесения покрытия).


Бухта с лентой устанавливается в станок вырубки. У Сково с такой задачей справляются высокопроизводительные итальянские станки. Данный аппарат позволяет, в зависимости от диаметра круга, выбирать наиболее экономичные рисунки «кроя» металла для уменьшения количества вырубных остатков. На каждый диаметр своя программа.

Готовые диски проходят зачистку в специальном аппарате, где механически удаляются заусеницы и происходит создание легкой шершавости для улучшения адгезии металла с покрытиями.
В дальнейшем судьба дисков эконом сегмента и среднего (премиум) расходятся, так как технология нанесения антипригарного и декоративного (внешнего) покрытия на разных толщинах металла отличаются.

Эконом сегмент сначала прокрашивается, а потом из него штампуется изделие, в среднем и премиум сегменте сначала штампуется, а уже потом поступает в прокраску. Снова, почти готовые изделия, встретятся только на линии сборки и упаковки.

Нанесение покрытия на посуду эконом класса.
Прокраска дисков толщиной до 2.7мм происходит на линии нанесения антипригарного и декоративного покрытия методом «Роликового наката». Линия представляет из себя механизм длинной до 50 метров и несколькими валами нанесения покрытия, печками предварительной сушки и печкой окончательной сушки.
СПРАВКА
Нанесение методом «Роликового наката» ведется в 3-5 слоев и достигает на выходе толщины в 20-25 микрон (именно такая толщина является оптимальной для долгосрочного использования, на весь срок эксплуатации).

Диски (по 3 штуки в ряд) сначала попадают в печку предварительного обжига и сушки диска. С него выжигаются остатки масла (оставшегося с штамповки) и диск подогревается для нанесения первого слоя покрытия. Вал, пропитанный необходимым слоем антипригара равномерно наносит его на ряд дисков, после чего он поступает в предварительную сушку первого слоя. Дальше, таким же способом наносится второй слой, третий. В одной линии может быть до 5 слоев, плюс дополнительно может быть нанесен декоративный слой, наносимый дополнительным валом поверх результирующего слоя.

СПРАВКА
Количество слоев устанавливается спецификацией производителей покрытия. Оно влияет на долговечность и прочность покрытия. Первый слой предназначен для облегчения нанесения других слоев, так как служит «клеем» между алюминием и антипригарными или декоративными слоями. Второй слой, самый толстый, служит основным в покрытии, осуществляет основную функцию покрытия, последний слой (finish) закрепляет средние слои и обеспечивает защитную и укрепляющую функцию покрытия.
МИФ
Керамическое покрытие служит дольше тефлонированного. Неверно, так как антипригарным свойством обладает весь слой тефлонированного покрытияи будет служить пока не протрется до метала, в керамическом покрытии антипригарным является только верхняя пленка при истирании которой покрытие потеряет антипригарные свойства не смотря на еще целый слой керамической подложки
В процессе отжига антипригарного покрытия, в печах при температуре 450° С, происходит испарение всех химических соединений, необходимых для «приклеивания» покрытия на алюминий, что делает их безопасными для домашнего использования и безвредными для окружающей среды.

После нанесения покрытия на одну сторону диска они возвращаются в начало конвейера, все валы промываются и наносится покрытие на вторую сторону диска. Как правило, сначала наносится антипригарное покрытие, а потом декоративный слой. После прокраски двух сторон диски попадают на линию сборки.

Однако, прервемся и рассмотрим аналогичный процесс, но на изделиях среднего и премиум класса, с нанесением покрытий методом «Напыления».
Нанесение покрытия на посуду среднего и премиум класса.
Покрытия, наносимые методом «Напыления» распыляются из форсунок под высоким давлением на специально подготовленные фески.
Диски, этих классов посуды, первоначально штампуются мощными прессами, приобретая форму необходимого изделия. Потом отштампованная феска попадает в моечный туннель, где с нее щелочными растворами смывается масла, применяемые в прессе, и придается первоначальная шероховатость (помним, что она нужна для адгезии покрытия и алюминия), высушивается. После данной процедуры трогать феску голыми руками запрещено, так как на ней могут остаться жировые отпечатки пальцев, что повлечет за собой отклеивание в этих местах покрытия от металла.


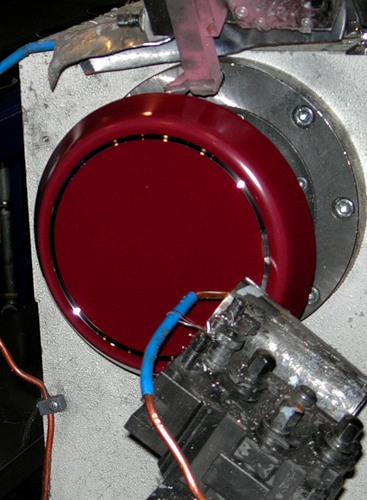
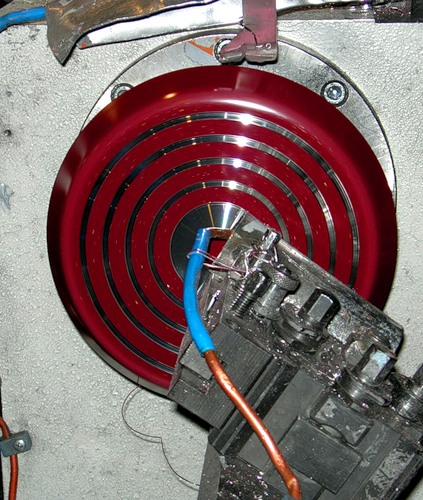
Как и в нанесении методом «Роликового наката», тут происходит нанесение покрытия в несколько слоев с предварительной сушкой, после нанесения каждого слоя. Феска ставится в крутящийся держатель и из форсунки подается покрытие, которое ровным слоем по окружности ложится на поверхность, слой за слоем.



СПРАВКА
Скорость вращения держателя 120 оборотов в минуту.
После нанесения последнего слоя феска поступает в печь для окончательной сушки нанесенного слоя. Потом феска ставится в перевернутом виде на крутящиеся держатели и наносится слой покрытия с другой стороны по той же самой технологии.

Некоторые изделия по дизайну требуют нанесения рисунка на дно методом шелкографии. Если подобная операция необходима, на нашем производстве установлен полуавтоматический станок печати шелкографического рисунка. После нанесения рисунка феска еще раз попадает в печь для сушки краски.
После покраски фески снова встречаются на сборочном конвейере.
Сборка.

Посуда эконом класса на сборке начинает свой путь с пресса, на котором прокрашенный диск штампуют, придавая ему необходимую форму. Оператор за штампом запускает пресс двумя кнопками, нажимая их сразу двумя руками, что почти полностью исключает травматизм при использовании пресса. Заготовка закладывается в форму и пресс выдавливает из него сковороду аккуратным нажимом, а не ударом, что предотвращает разрыв, скол, царапины покрытия или метала.


Следующая операция схожа для всех типов изделий – это токарная обработка готовой фески. На сборочных конвейерах Сково стоит по два токарных станка, по два резца на каждом. Сразу выполняется две операции: фальцовка кромки и проточка дна.

СПРАВКА
При современных материалах нанесения покрытия, проточка дна начала нести только декоративную функцию. В прошлых антипригарных покрытиях было невозможно делать сплошные декоративные поверхности в местах активного нагрева дна сковороды, из-за того что большие поверхности покрытия при нагреве трескались из-за разрывов в следствии термической деформации. Приходилось уменьшать поверхность покрытия путем круговой проточки. В современных условиях это мера технологически может не применяться.
МИФ
Миф о регулировании нагрева размером и дискретностью проточек не имеет по собой никаких оснований, так как нагревательные поверхности плит (любых) дают равномерное тепло на все дно изделия, следовательно каждый кв.см. дна нагревается равномерно, независимо от расстояния от центра нагревательного элемента.
Следующая операция: монтаж ручки, она осуществляется двумя способами – на клепку и на гужон.
Приклепывание ручки осуществляется одной операцией, в зависимости от конструкции ручки на две или три алюминиевые клепки. Операция монотонная, но только от того насколько набита рука специалиста осуществляющего операцию, зависит качество клепки.

Приварная ручка применятся на тяжелых сковородах, с цельнолитыми ручками. Чтобы прикрепить такую ручку на феску сначала к ней приваривается алюминиевое крепление – гужон. Гужон имеет в месте крепления разный угол в зависимости от формы фески, он должен быть приварен точно параллельно нагревательной поверхности сковороды. Угол среза гужона подбирается для каждой сковороды индивидуально.
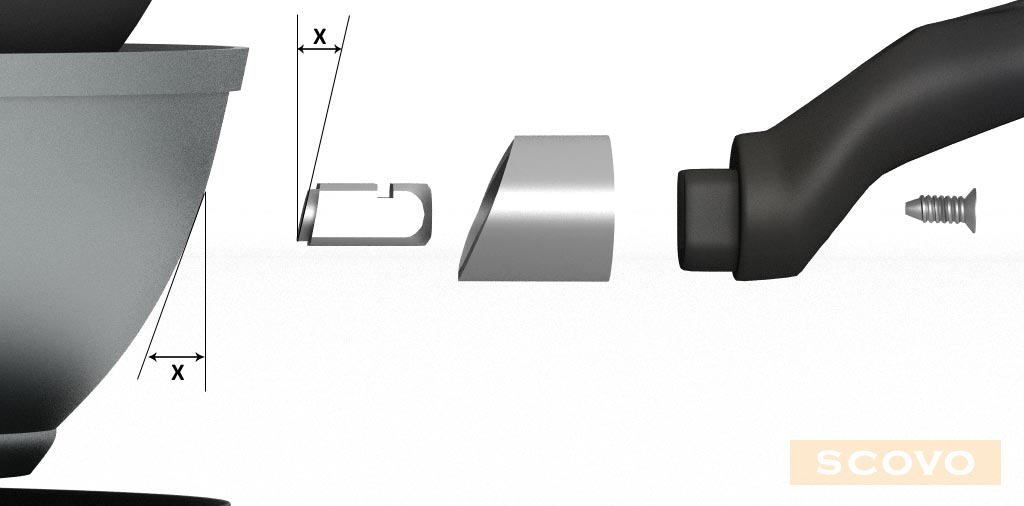
После приваривание его к феске через пламягасительный алюминиевый или стальной экран болтом прикручивается ручка. Пламягасительный экран предохраняет пластик ручки от горячего воздуха с нагревательной поверхности, так же служит экраном для защиты места приварки гужона к феске.


Следующей операцией является персонализация тех видов сковород на которых логотип СКОВО не нанесен при штамповке, как правило, это изделия эконом класса на которые в цент ре проточки выдавливается наш логотип.
Осталось совсем чуть-чуть до 100% готовности изделия к продаже.
На сковороду одевается или приклеивается этикетка, каждое изделие маркируется этикеткой штрих-кодом и запаковывается в защитную пленку или пакет из вспененного полистирола. Если необходимо, изделие комплектуется крышкой. Мы не прикручиваем бобышку к крышке, а вкладываем комплект из бобышки, шайбы и болта отдельно.
СПРАВКА
Продукция компании Сково упаковывается в три вида упаковки
- Этикетка-вкладыш + защита термоусадочной пленкой
- Этикетка распашенка + пакет из вспененного полистирола
- Индивидуальная коробка
На изделиях среднего и премиум класса крышка плотно прикрепляется к изделию термоусадочным пояском.
Упакованное в индивидуальную упаковку изделие укладываются согласно упаковочных карт в гофрокороба, для укладки на паллеты и транспортировки на склад готовой продукции.


Подготовил Петр Черенков
Фото Эдуард Милокумов
Goodwine.livejournal.com
 Переводчик
Переводчик